歡迎訪問東莞盛林精密有限公司官方網站!
-
移動端

-
微信端

移動端
微信端
東莞盛林精密有限公司
咨詢服務:13268825507
橡膠輥包膠加工在一般情況下是指客戶供給膠輥鐵芯或許膠輥廠自己加工鐵芯,然後将鐵芯包膠、硫化、打磨等,按客戶要求把膠輥加工到要求的尺度、顔色、硬度等。膠輥加工包膠需求閱曆一下幾個工藝:
1、清洗膠輥鐵芯,如果是新的膠輥鐵芯需求把鐵芯外表的油污等用清洗劑洗淨,如果是舊的膠輥鐵芯,需求把舊膠輥外層的包膠去除,同時用清洗劑把鐵芯外表剩餘的膠清洗幹淨。
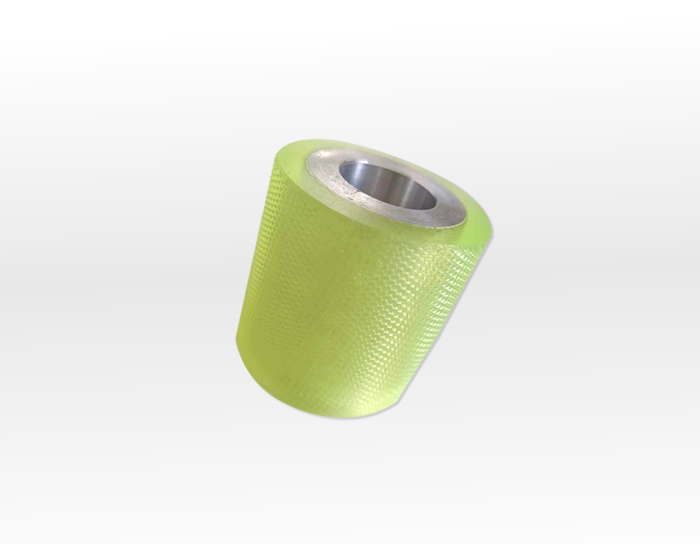
軸承包膠輪
2、膠輥鐵芯外表粗糙處理;把鐵芯外表進行粗糙處理,以加大膠輥鐵芯外表與包膠的粘合面積。
3、噴砂處理;将粗糙處理過的鐵芯進行噴砂處理,噴砂會依據膠輥鐵芯的原料挑選不同性質的砂來進行處理,噴砂是為了讓膠輥外表更粗糙,包膠後膠與鐵芯粘合更好。
4、包膠;對通過上述處理的膠輥鐵芯按客戶要求進行包膠,包膠材料的不同則達到的要求也不同,比如:包丁青膠的耐油性能好,包聚氨酯的耐磨性、耐壓性能好包矽膠的耐高溫性能好。
5、膠輥硫化;包膠後的膠輥一般需求10-15小時的硫化時刻,通過硫化後膠輥鐵芯與包膠會嚴密粘合,一個包膠的膠輥形成。
6、膠輥打磨;按客戶要求尺度和形狀來打磨,部分客戶對膠輥外表要求較高的情況下,需求用數控磨床對膠輥進行鏡面打磨。
通過以上6個工藝,橡膠輥加工制造完成。
| 上一條:沒有啦! 下一條:膠輥液體矽膠具有哪些優點? |
返回列表 |
東莞盛林精密有限公司
擁有國際一流的生産設備、先進的生産工藝和成熟的質量控制體系
電 話:13268825507
地 址:廣東省東莞市寮步鎮嶺廈創興街16号201
手機二維碼
微信公衆号